














Thermofume®-Verfahren
Thermofume®: Ein kombiniertes Verfahren zur vollständigen Schädlingsbekämpfung in Mühlen
Als eine der Alternativmethoden für Begasungen eignet sich die Wärmeentwesung (1). Hierzu werden die Mühlenräume für ca. 3 Tage auf über 50°C erhitzt. Die wechselwarmen Schädlinge, vornehmlich Insekten und Milben, sterben dabei durch irreversible thermische Schädigung ihrer körpereigenen Enzyme. Der Vorteil der Wärmeanwendung liegt im Verzicht auf Chemikalien und in der Rückstandsfreiheit der Methode. Außerdem müssen die Mühlen nicht gasdicht versiegelt oder abgedichtet werden. Nachteilig zu werten sind aber:
- thermische Schäden an hitzeempfindlichen Materialien (wie Computer, Kunststoffe, Beton etc.) in der Mühle durch die vergleichsweise hohen Verfahrenstemperaturen
- der relativ hohe Energieaufwand
- das Überleben von Schädlingen in Mahlrückständen sowie an Kältebrücken, wie in tiefen Ritzen und Spalten im Mauerwerk (besonders in Außenwänden) und Bodenbereichen.
Gerade "kalte" Zonen in der Mühle bieten den Schädlingen Schutz vor der Hitze und sichern ihr Überleben (2, 3). Schädlingsbefall baut sich nach der Wärmebehandlung folglich schnell wieder auf. IPM-Programme mit routinemäßigen Hitzebehandlungen, teilweise zwei- bis dreimal pro Jahr, werden deshalb vorgeschlagen, um den Befallsaufbau zu reduzieren. Dies läßt die Hitzebehandlung teuer erscheinen, besonders bei großvolumigen Mühlen.
Die Begasung von Mühlen ist deshalb stets ein gängiges und alternatives Verfahren zur Entwesung. Wegen der beträchtlichen Produktionsausfall-Kosten dauern Begasungen kaum länger als 48 Stunden. Laborstudien zeigten, daß durch Temperaturerhöhung die Wirksamkeit von Sulfuryldifluorid (= Profume) gegen Schädlingseier auch bei verkürzten Einwirkzeiten gegeben ist (4). Dies führt jedoch zu erhöhten Gaskosten. Deshalb wurde von uns das Thermofume®-Verfahren entwickelt und patentiert. Hierbei wird die Wärmeentwesung mit der Profume-Begasung kombiniert:
Mit Beginn der Abdichtungsarbeiten wird die Mühle bereits mittels mobiler öl- oder gasbeheizter Spezialheizmaschinen von außerhalb über Rohrleitungen erwärmt. Zur Vermeidung von Hitzeschäden werden moderate Maximaltemperaturen von ca. 25 bis 35°C in der Mühle angestrebt. Diese erhöhten Temperaturen treiben einerseits die Schädlinge aus ihren Verstecken und erhöhen andererseits ihre Stoffwechselrate und ihren Sauerstoffbedarf: Die wechselwarmen Schädlinge nehmen deshalb mehr Begasungsmittel pro Zeiteinheit auf und sterben schneller! Außerdem wird bei diesem Thermofume®-Verfahren wesentlich weniger Begasungsmittel verbraucht.

Foto: Begonnene Einhausung einer Mühle zur Begasung im Thermofume®-Verfahren mit bereitgestellten Gaszylindern
Zur Aufrechterhaltung der höheren Grundtemperatur wird während der Einwirkdauer des ProFumes® mit dem Herzstück des Thermofume®-Verfahrens, dem Umluft-Brenner, kontinuierlich oder diskontinuierlich die Mühle weiter beheizt. Dabei wird die im Kreislauf umgewälzte Sulfuryldifluorid-haltige Mühlenatmosphäre nicht den Brennertemperaturen ausgesetzt. Sulfuryldifluorid würde sich thermisch bei höheren Temperaturen zersetzen. Die Thermolyse-Produkte des Sulfuryldifluorids, überwiegend Fluorwasserstoff, Schwefeldioxid und Fluor, würden dann die Mühle korrodieren.
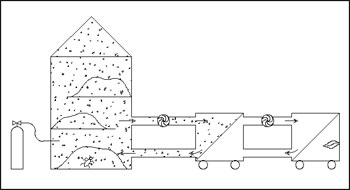
Abb.: Schematische Darstellung des Thermofume®-Verfahrens: der Wärmetauscher zwischen Brenner (rechts) und Mühlengebäude (links) verhindert Gasverlust und Thermolyse des zirkulierenden Sulfuryldifluorids (schraffiert).
Zur Vermeidung der Thermolyse des Sulfuryldifluorids wird eine separate Rauchgasführung im Brenner (patentiert) durchgeführt und das zirkulierende "Mühlengas" wird über einen Wärmetauscher erwärmt. Brennerkammer und Wärmetauscher sind gasdicht abgetrennt. Somit gelangt einerseits kein Sulfuryldifluorid in den Brennerraum und andererseits strömen keine Brennerabgase in den Mühlenraum.
Die ProFume®-Konzentration in der Mühle wird regelmäßig mit Messgeräten gemessen und mit einem Computerprogramm (Altarion® Dosy) ausgewertet. Sobald eine ausreichende Wirksamkeit nach 12 bis 48 Stunden (je nach gewählter ProFume-Konzentration und Temperatur) erreicht ist, wird die Mühle wieder belüftet, die Produktion kann wieder angefahren werden.
Korrosionsschäden an Computern, Maschinen, Metallen und Legierungen sowie thermische Schäden, wie Risse im Beton, konnten auch bei intensiver Überprüfung nirgends in den so begasten Mühlen festgestellt werden.

Foto: Tote Larven des Mehlkäfers (Tenebrio molitor) nach einer Begasung im Thermofume®-Verfahren in einer Mühle

Foto: Auch Nager (hier eine Maus) sterben durch das Thermofume®-Verfahren. Unser Begasungsleiter hält sie stolz hoch.
Literatur:
(1) E. Bode, "Gute Aussichten für den Vorratsschutz?", Der praktische Schädlingsbekämpfer, Seite 3, 2 1999.
(2) J. A. Teich, "Thermische Schädlingsbekämpfung in Mühlenbetrieben", Die Mühle und Mischfuttertechnik, 133 Jhg., S. 172 ff, 1993.
(3) C. Reichmuth, "Vorratsschutz in Mühlen", Die Mühle und Mischfuttertechnik, 136 Jhg., S. 199 ff, 1999.
(4) B. M. Schneider, "Vikane Gas Fumigant (Sulfuryl Fluoride) for Control of Stored Product Pests", Proceedings of the 7th International Working Conference on Stored-product Protection, Peking, S. 73 f., 1998.


















